

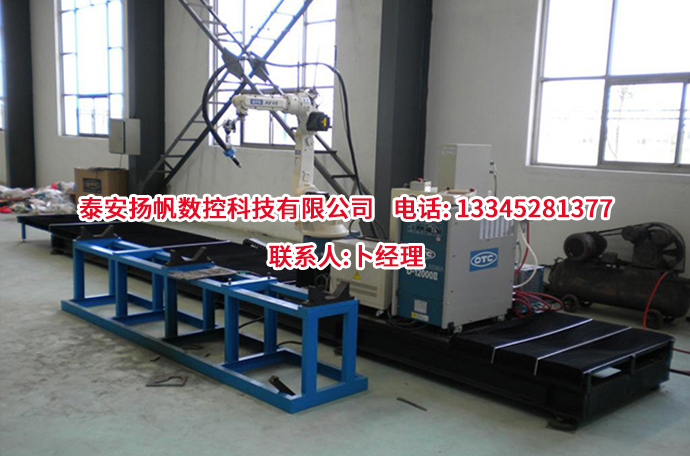



自动焊接设备在焊接过程中容易出现哪些问题?
来源:http://www.tayfsk.com/ 发布时间:2021-05-10 浏览次数:0
一、自动焊接设备焊接时会产生焊缝夹渣,主要有以下三个方面的原因造成的:
1、 There are three main reasons for slag inclusion in welding seam when automatic welding equipment is used
1、打底焊后不彻底,致使在快速热焊时,未能使根部熔渣完全溢出。
1. After the backing welding is not complete, the root slag can not completely overflow during the rapid hot welding.
2、打底焊清根的方法不当,使根部焊道俩侧沟槽过深,呈现W状。在快速热焊时,流到深槽的熔渣来不及溢出而形成夹渣。
2. The improper method of backing and root cleaning makes the groove on both sides of root pass too deep and W-shaped. In rapid hot welding, the slag flowing to the deep groove has no time to overflow and form slag inclusion.

3、在仰焊位置收弧过快也易产生夹渣。
3. In overhead welding position, too fast arc stopping is easy to produce slag inclusion.
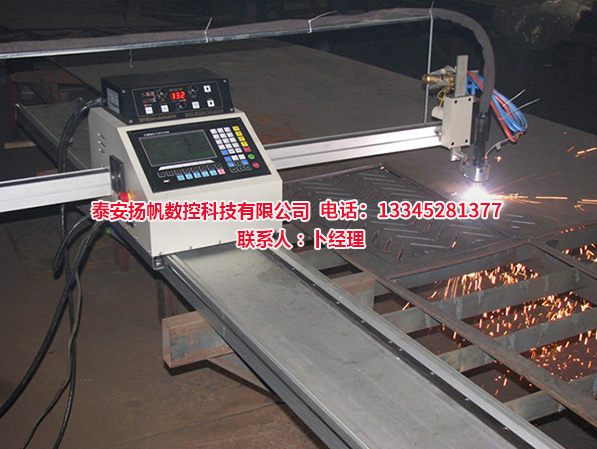
二、自动焊接设备焊接过程中产生气孔的原因:
2、 The causes of Blowholes in the welding process of automatic welding equipment are as follows
1、盖面焊时,熔池过热,吸覆大量的周边空气。
1. During the cover welding, the molten pool overheats and absorbs a lot of surrounding air.
2、盖面焊时,焊条摆动幅度太大,熔池保护不佳。
2. During the cover welding, the swing range of welding rod is too large, and the protection of molten pool is poor.
3、根部间隙过小,容易产生根部针形气泡。
3. If the root gap is too small, needle shaped bubbles are easy to form at the root.
4、焊条未在规定时间内用完或长时间暴露在空气中。
4. The welding rod is not used up or exposed to the air for a long time.
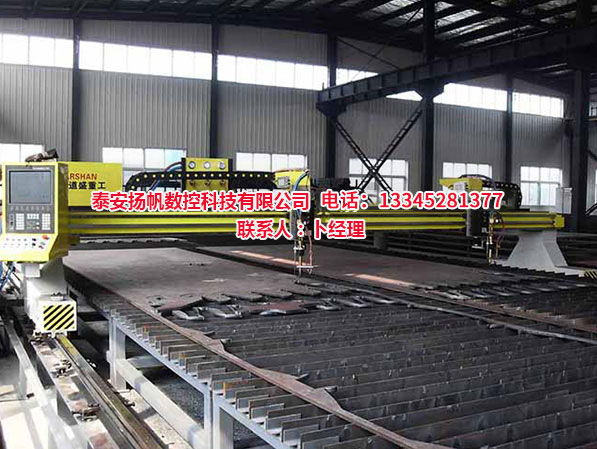
三、焊缝产生裂纹的原因
3、 Causes of weld cracks
1、如果施工地段起伏较大,土墩未及时垫到位,使管子处在受力状态,在焊接收弧点,尤其是6点钟位置易出现应力裂纹。
1. If the construction section fluctuates greatly and the soil pier is not padded in place in time, the pipe will be in the stress state, and the stress crack is easy to appear at the welding stop point, especially at the 6 o'clock position.
2、在焊接过程中,如果早松开或撤离对口器,致使熔池中的铁水未来的及凝固好,在焊接收弧出容易产生裂纹。
2. In the welding process, if the aligning device is released or withdrawn early, the molten iron in the molten pool will solidify well in the future, and cracks are easy to occur when the welding arc stops.
3、焊工在仰焊位置采用直接熄弧等不当的收弧方法,致使熔池未填满形成弧坑而出现弧坑裂纹。
3. The welder adopts improper arc stopping methods such as direct arc extinguishing at overhead welding position, which leads to the formation of crater cracks due to the incompleteness of molten pool.
四、自动焊接设备焊接时内凹产生的原因
4、 Causes of concave in automatic welding equipment
1、打底焊时熔透深度不够。
1. The penetration depth of backing welding is not enough.
2、焊接电流过大,热焊时在5-7点位置焊速太慢。
2. The welding current is too large, and the welding speed is too slow at 5-7 points during hot welding.
上一篇:焊接机器人与焊接专机的不同及其外部轴的作用
下一篇:如何选择自动焊接机器人的工件附件呢?





